**This is an old revision of the document!**
Table of Contents
Updated Trogdor prestart details. This is a work in progress use the following as a guideline, specifics are subject to change.

Trogdor Preflight Checks
Before applying power to the Trogdor laser machine try to make it a habit to check the following:
Inspect the machine interior
- inspect the bed to make sure there are no leftover prior project parts on the bed.
- Inspect the red homing limit switches to ensure they have not been damaged.
 |  |
| Homing Sensors | Damaged Sensor |
- Inspect the X and Y gantry drive belts, looking for any obstructions or things that look out of place or misaligned.
 |
| X axis Gantry Drive Belt |
- Check the exhaust vent blast gate to ensure the Trogdor is selected for fume extraction.
- The other laser connections, non Trogdor, should have blocking gates installed in their path. The Trogdor connection should be clear, allowing unobstructed air flow. Place the “Trogdor Venting Piece“ strip over the empty gate input connected to Trogdor.
 |  |  |
| Blast Vent Gate | Fiber Laser Selected | Trogdor Selected |
Power on the Trogdor
Turn on the Trogdor via the master switch on the right side of the machine.
 |
| Power Switch |
The machine should start, the cooler/chiller to the left of the machine should power on and the blower should start.
 |
| Chiller/Cooler On |
Note: Ensure the blower is pulling air unobstructed from the Trogdor.
If these “all” do to not occur, turn off the Trogdor and troubleshoot.
- If the cooler/chiller does not power on or shutdowns while a burn is in progress, it could indicate a circuit breaker has tripped.
- The power strip that the cooler is connected to has an integrated circuit breaker which may have been tripped. To check you might need to pull out the left side of the Trogdor slightly to get access to the power strip and the breaker.
- If this breaker has not tripped then perhaps the circuits main breaker has. The main is located within a separate business within the shared building. Send a notice to the discord to report the main breaker trip.
Once powered on the machine can be controlled via the Lightburn UI.
Starting Lightburn
This document will assume one is familiar with Lightburn, if not refer to the Lightburn tutorials for more info.
The computer next to the Trogdor, in the “vent” room is connected via USB to the Trogdor.
- Startup/logon to the computer.
- Select Lightburn from the task bar.
- Make sure the Trogdor has been powered on for at least 10 seconds before starting Lightburn to allow the computer to sense the Trogdor connection and start a background process.
- When Lightburn has loaded, select the laser tab at the lower right of the window. Select “Trogdor” as the laser of choice if not already selected.
- When Trogdor is selected, either when first loaded or when selected from the tab, the Trogdor machine will run through it’s homing process. During homing the platform will be lowered to it’s lowest position, then the gantry will be moved to the right, rear corner of the machine. The limit switches should limit the platform and gantry travel. This is the “Home” position of the platform and gantry.
- Load your desired project or import it via one of Lightburn’s supported file formats.
CAN THIS MOVE TEST BE DONE BEFORE LOADING THE PROJECT?
Verify Machine movement
It’s generally a good idea to manually test the gantry and platform for smooth operation to ensure the best project results. This can be done via the Lightburn UI “Move” tab. The Move window is docked behind the Cuts/Layers window on the upper right side of the main Lightburn window.
Test gantry movement for smoothness
- Within the Move view, check the current distance/Speed/Zspeed settings.
- The distance setting applies for all axis X/Y/Z, what is a good value for X/Y may be too large to use when moving the platform via the Z axis.
- If the distance setting exceeds maximum values the console view will pop up with the following error message:
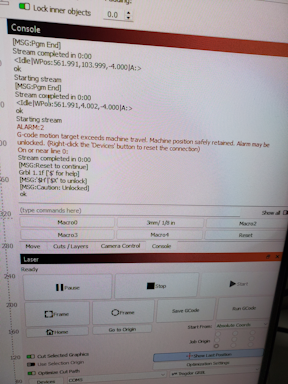
Maximum Distance Exceeded Message ALARM:2
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the 'Devices' button to reset the connection)
On or near line 0:

If you see this error, set the distance to a smaller value and try again.
- 100 mm/sec will be a good starting value for X/Y movement, 10 mm/sec for moving in the Z direction.
- To prevent colliding the laser head with the platform, always start Z axis movement in the down direction.
- Run the Gantry and platform through different directions/distance to ensure smooth movement during the engraving/cutting process.
Set Laser Focus
The laser focus setting is the distance from the laser output to your workpiece. The more “in focus” the laser, the finer the cut/engraving. If your project requires a less fine cut, you can always decrease the focus.
It has been determined the optimal focus distance for the Trogdor is about 7mm. There are blue 7mm thick laser focus pucks magnetically attached to the Trogdor that can be used to adjust the height of the gantry.
 |
| 7mm Focus Puck |
To set the optimal focus:
- Place the work piece on the laser platform.
- Place the blue 7mm focus puck on top of your work piece.
- Using the Lightburn Move window adjust the platform and gantry.
- Ensure the platform is low enough that positioning the gantry over the workpiece will not result in the gantry colliding with the workpiece or the focus puck, lowering the platform if needed.
- Manually move the gantry to a position over the puck.
- Move bed up in small increments until just below laser head, be careful not to smash laser head into your work. You can adjust the distance value at the right within the Move view.
The following video shows a ramp test method that can be used to verify the optimal focus of the laser if you are not happy with the supplied focus puck.
Trogdor Preflight Complete
Once the focus has been set proceed to loading and executing your project. The discussion from here on is from within Lightburn. As this document is intended to be Trogdor specific we will defer further info to a more laser type generic discussion.
Author Note: To Be Continued